 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de






تفصیل
آخر مل کام کرنے کی حالت کا حساب کتاب
|
speed رفتار کاٹنے (لکیری رفتار) حساب کتاب vc آخر میں مل بلیڈ کے فریم پر ایک نقطہ فی منٹ کا فاصلہ مندرجہ ذیل فارمولے کا استعمال کرکے حساب کیا جاسکتا ہے: |
|

|
v = کاٹنے کی رفتار (م/منٹ) π=3.14 d = قطر (ملی میٹر) n = گھومنے والی رفتار (mm-¹) |
|
● گردش کی رفتار گردشوں کا حساب کتاب مکینیکل تکلا کے فی منٹ انقلابات کی تعداد جو اختتامی مل کو رکھتی ہے اس کا حساب درج ذیل فارمولے کا استعمال کرتے ہوئے کیا جاسکتا ہے۔ |
|
 |
n = گھومنے والی رفتار (mm-¹) v = کاٹنے کی رفتار (م/منٹ) π=3.14 d = قطر (ملی میٹر) |
|
● فیڈ ریٹ فیڈ ریٹ کا حساب کتاب فی منٹ ورک ٹیبل کی فیڈ کی رفتار کا حساب درج ذیل فارمولے کے ذریعہ کیا جاسکتا ہے  f = فیڈ ریٹ (ملی میٹر/منٹ) n = گھومنے والی رفتار (mm-1) زیڈ = بانسری کی تعداد f = بانسری کی فیڈ ریٹ (ملی میٹر/1 فلوٹ) |
|
|
teeth دانتوں کے لئے کھانا کھلانا فیڈ کے حساب کتاب آخر میں مل بلیڈ کے فریم پر ایک نقطہ فی منٹ کا فاصلہ مندرجہ ذیل فارمولے کا استعمال کرکے حساب کیا جاسکتا ہے:  f = بانسری کی فیڈ ریٹ (ملی میٹر/1 فلوٹ) f = فیڈ ریٹ (ملی میٹر/منٹ) n = گھومنے والی رفتار (mm-1) زیڈ = بانسری کی تعداد |
|
|
● کام کرنے کا وقت کام کے وقت کا حساب کتاب مندرجہ ذیل فارمولے کا استعمال کرتے ہوئے ورک پیس مواد کو کاٹنے کے لئے درکار وقت کا حساب لگایا جاسکتا ہے  tc = کام کرنے کا وقت (منٹ) l = کام کرنے کی کل لمبائی (کام کرنے والے مواد کی لمبائی + اختتام مل بلیڈ قطر) f = فیڈ ریٹ (ملی میٹر/منٹ) |
|
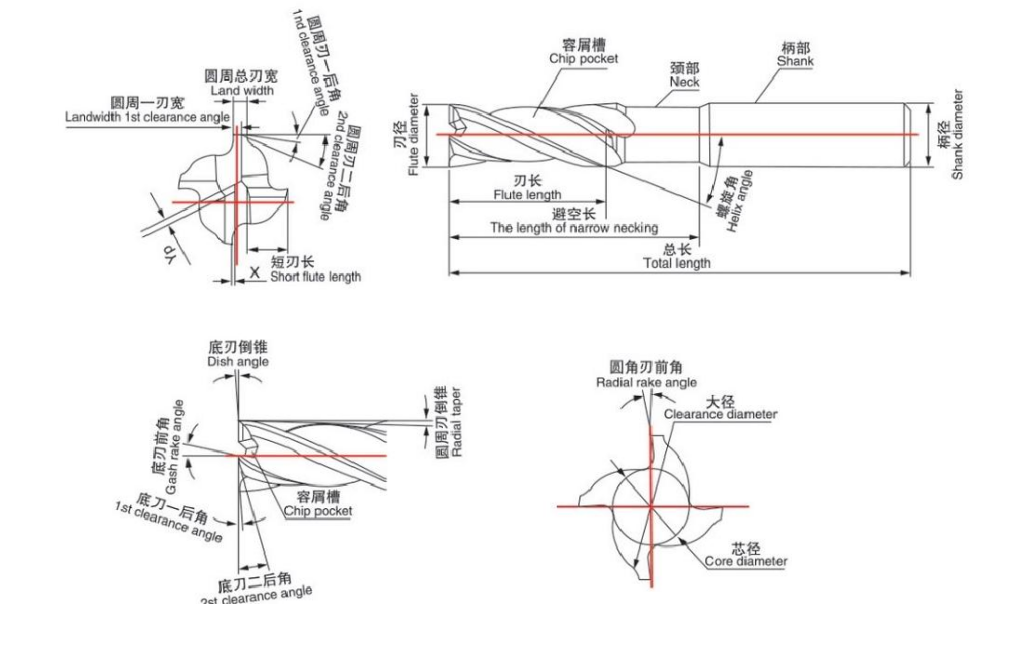
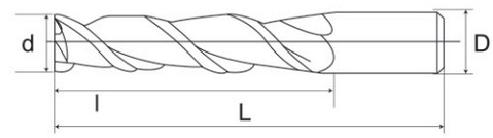
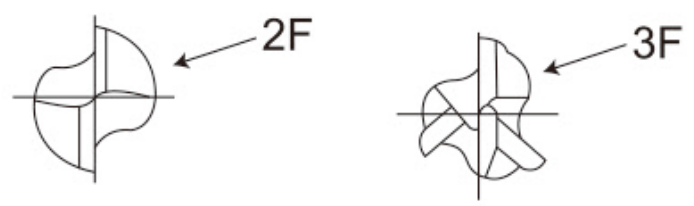
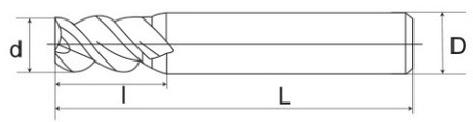
ملنگ کٹر کے ہر حصے کا نام
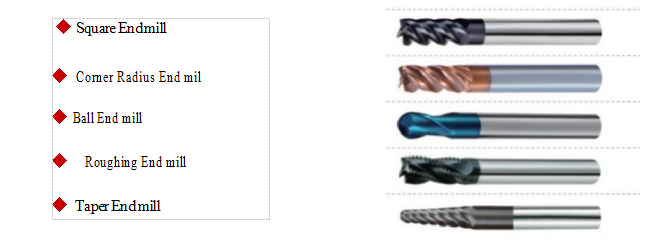
ملنگ کٹر سیریز
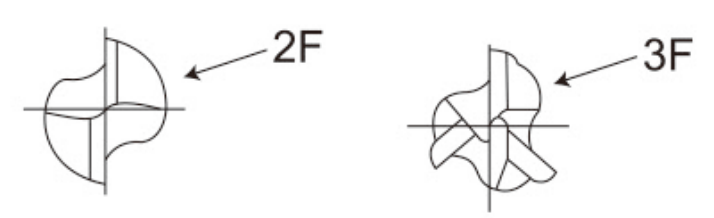
اختتام مل کی قسم اختتام مل شکل
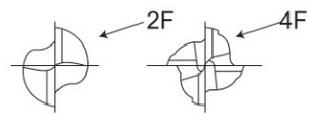
2-بائن/4-فلوٹ اینڈ ملیں
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اناج کا سائز = 0.6μm
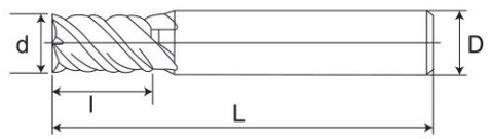

|
ڈی |
میں |
l |
ڈی |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
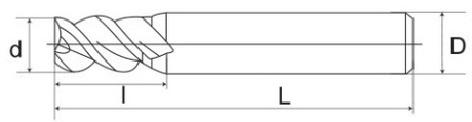
2-بائن/4-blote توسیع شدہ اینڈ مل
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اناج کا سائز = 0.6 μm
|
ڈی |
میں |
l |
ڈی |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ خصوصی توجہ :
1. یہ ٹیبل سائیڈ ملنگ کے لئے معیاری قدر ہے۔ جب آلے کی نالی ہوتی ہے تو ، نیچے دیئے گئے جدول کا 60 ٪ ~ 80 ٪ ہونا چاہئے ، اور فیڈ کی رفتار معیاری قیمت کے طور پر 50 ٪ ~ 70 ٪ ہونی چاہئے۔
2. براہ کرم اعلی صحت سے متعلق مشین ٹولز اور ٹول ہولڈر استعمال کریں۔
3. براہ کرم ہوا سے ٹھنڈک یا کاٹنے والے سیال کا استعمال کریں جو آسانی سے دھواں پیدا نہیں کرتا ہے۔
4. ڈاون ملنگ کے لئے سائیڈ ملنگ کی سفارش کی جاتی ہے۔
5. اگر مشین ٹول اور ورک پیس کی سختی ناقص ہے تو ، کمپن اور غیر معمولی آواز واقع ہوگی۔ اس وقت ، نیچے دیئے گئے جدول میں رفتار اور فیڈ کی رفتار کو سال بہ سال کم کیا جانا چاہئے۔
6. مداخلت کے بغیر ٹول کو زیادہ سے زیادہ مختصر رکھیں۔
حالات کاٹنے کے حالات
|
2 بانسری |
|||||||||||||||
|
عملدرآمد مواد |
کاسٹ آئرن ductile آئرن |
کاربن اسٹیل \ مصر دات اسٹیل |
کاربن اسٹیل \ مصر دات اسٹیل ~ 30 ایچ آر سی |
پی ایچ ایس \ qt اسٹیل ~ 40hrc |
سٹینلیس سٹیل |
پی ایچ ایس \ کیو ٹی اسٹیل ~ 50hrc |
|||||||||
|
ڈیا (ایم ایم) |
آر پی ایم (منٹ-) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (منٹ-) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
rpm (min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 بانسری |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
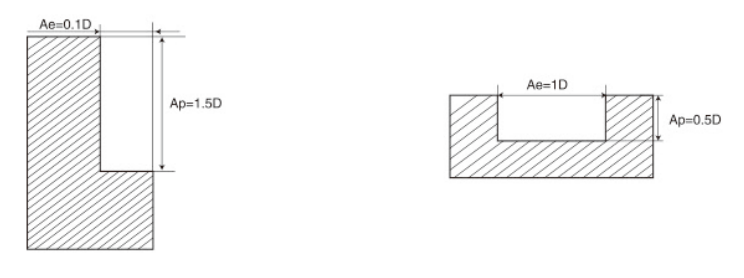
|
زیادہ سے زیادہ کاٹنے کی گہرائی |
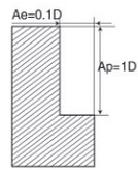 ae = 0.1d ap = 1d |
ae = 0.05d |
ae = 1d اے پی ap = 1d ae = 1d |
|
|||||||||||
 50 750n/ملی میٹر
50 750n/ملی میٹر
ایلومینیم کھوٹ کے لئے 2-فلوٹ/3-فلوٹ اینڈ مل
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 گرین سائز = 0.6 μm

|
ڈی |
میں |
l |
ڈی |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-فلوٹ/3-فلوٹ ایلومینیم کھوٹ میں توسیع شدہ خصوصی اختتام مل
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 اناج کا سائز = 0.6μm

|
ڈی |
میں |
l |
ڈی |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ خصوصی توجہ :
1. مندرجہ ذیل جدول سائیڈ ملنگ کے لئے معیاری اقدار کو ظاہر کرتا ہے۔ جب آلے کی نالی ہوتی ہے تو ، نیچے دیئے گئے جدول کا 60 ٪ ~ 80 ٪ ہونا چاہئے ، اور فیڈ کی رفتار معیاری قیمت کے طور پر 50 ٪ ~ 70 ٪ ہونی چاہئے۔
2. براہ کرم اعلی صحت سے متعلق مشین ٹولز اور ٹول ہولڈر استعمال کریں۔
3. براہ کرم ہوا سے ٹھنڈک یا کاٹنے والے سیال کا استعمال کریں جو آسانی سے دھواں پیدا نہیں کرتا ہے۔
4. سائیڈ ملنگ کے لئے نیچے ملنگ کی سفارش کی جاتی ہے۔
5. اگر مشین ٹول اور ورک پیس کی سختی ناقص ہے تو ، کمپن اور غیر معمولی آواز واقع ہوگی۔ اس وقت ، نیچے دیئے گئے جدول میں رفتار اور فیڈ کی رفتار کو سال بہ سال کم کیا جانا چاہئے۔
6. مداخلت کے بغیر ٹول کو زیادہ سے زیادہ مختصر رکھیں۔
ایلومینیم کاٹنے کے حالات
|
2 فلوٹ |
||||
|
عملدرآمد مواد |
ایلومینیم کھوٹ |
سلیکن ایلومینیم کھوٹ سیئ 10 ٪ |
||
|
ڈی (ایم ایم) |
آر پی ایم (من- ') |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3 فلوٹ |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
زیادہ سے زیادہ کاٹنے والا محکمہ
|

