 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de






کارنر رداس اینڈ مل
تفصیل
2-فلوٹ بال اینڈ مل
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/MM² HRC≥91.5 اناج کا سائز = 0.6μm


|
d |
I |
L |
D |
R |
F |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
2-پھول توسیع شدہ بال اینڈ مل
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/MM² HRC≥91.5 اناج کا سائز = 0.6 μm


|
d |
I |
L |
D |
R |
F |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
حالات کاٹنے کے حالات
|
عملدرآمد مواد |
کاسٹ آئرن ductile آئرن |
کاربن اسٹی Aalloy اسٹیل 50 750N/ملی میٹر 2 |
کاربن اسٹیل \ مصر دات اسٹیل 30HRC |
پی ایچ ایس \ کیو ٹی اسٹیل 40HRC |
سٹینلیس سٹیل |
پی ایچ ایس \ کیو ٹی اسٹیل ~ 50hrc |
||||||
|
D (ایم ایم) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
|
R0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
R1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
R1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
R2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
R2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
R3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
R4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
R5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
R6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
R8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
R10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
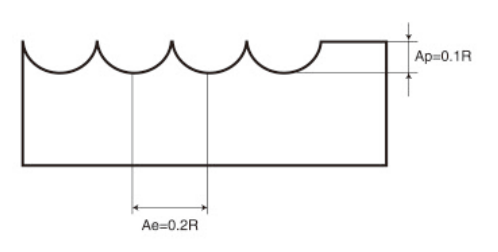
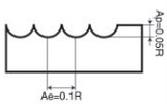
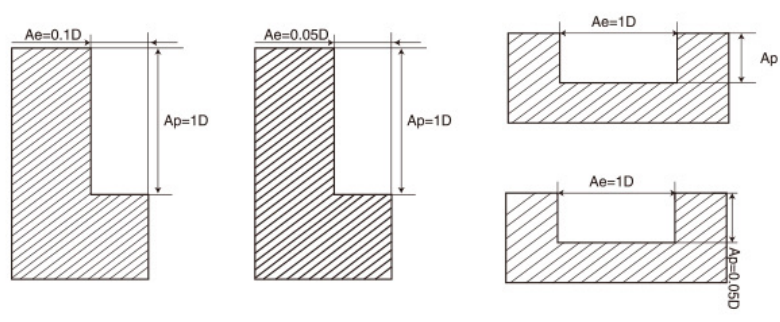
زیادہ سے زیادہ کاٹنے کی گہرائی |
|
 |
||||||||||
◆ خصوصی توجہ :
1. یہ ٹیبل سائیڈ ملنگ کے لئے معیاری قدر ہے۔ جب آلے کی نالی ہوتی ہے تو ، آر پی ایم نیچے دیئے گئے جدول کا 60 ٪ ~ 80 ٪ ہونا چاہئے ، اور فیڈریٹ معیاری قیمت کے طور پر 50 ٪ ~ 70 ٪ ہونا چاہئے۔
2. براہ کرم اعلی صحت سے متعلق مشین ٹولز اور ٹول ہولڈر استعمال کریں۔
3. براہ کرم ہوا سے ٹھنڈک یا کاٹنے والے سیال کا استعمال کریں جو آسانی سے دھواں پیدا نہیں کرتا ہے۔
4. ڈاون ملنگ کے لئے سائیڈ ملنگ کی سفارش کی جاتی ہے۔
5. اگر مشین ٹول اور ورک پیس کی سختی ناقص ہے تو ، کمپن اور غیر معمولی آواز واقع ہوگی۔ اس وقت ، نیچے دیئے گئے جدول میں آر پی ایم اور فیڈریٹ کو سال بہ سال کم کیا جانا چاہئے۔
6. مداخلت کے بغیر ٹول کو زیادہ سے زیادہ مختصر رکھیں۔
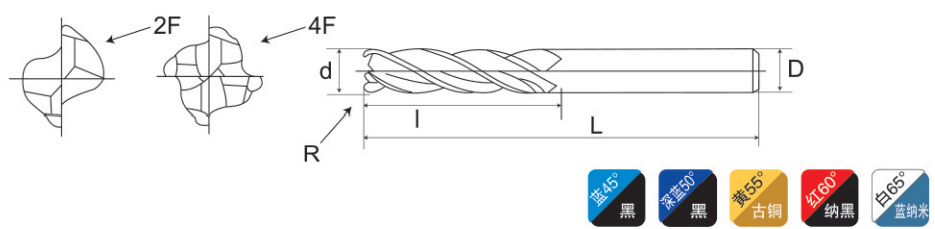
2-بائن/4-بائن راؤنڈ ناک اختتام مل
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/MM² HRC≥91.5 اناج کا سائز = 0.6μm
2F
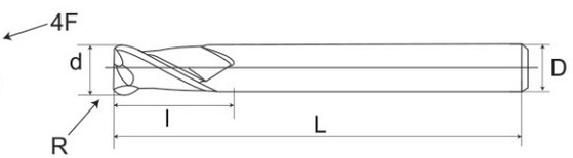

|
d |
I |
L |
D |
R |
F |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-بائن/4-بائن راؤنڈ ناک اختتام مل
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/MM² HRC≥91.5 اناج کا سائز = 0.6μm
|
d |
I |
L |
D |
R |
F |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ خصوصی توجہ :
1. یہ ٹیبل سائیڈ ملنگ کے لئے معیاری قدر ہے۔ جب آلے کی نالی ہوتی ہے تو ، آر پی ایم نیچے دیئے گئے جدول کا 60 ٪ ~ 80 ٪ ہونا چاہئے ، اور فیڈریٹ معیاری قیمت کے طور پر 50 ٪ ~ 70 ٪ ہونا چاہئے۔
2. براہ کرم اعلی صحت سے متعلق مشین ٹولز اور ٹول ہولڈر استعمال کریں۔
3. براہ کرم ہوا سے ٹھنڈک یا کاٹنے والے سیال کا استعمال کریں جو آسانی سے دھواں پیدا نہیں کرتا ہے۔
4. ڈاون ملنگ کے لئے سائیڈ ملنگ کی سفارش کی جاتی ہے۔
5. اگر مشین ٹول اور ورک پیس کی سختی ناقص ہے تو ، کمپن اور غیر معمولی آواز واقع ہوگی۔ اس وقت ، نیچے دیئے گئے جدول میں آر پی ایم اور فیڈریٹ کو سال بہ سال کم کیا جانا چاہئے۔
6. مداخلت کے بغیر ٹول کو زیادہ سے زیادہ مختصر رکھیں۔
حالات کاٹنے کے حالات
|
2Flute |
||||||||||||||||||||
|
عملدرآمد مواد |
کاسٹ آئرن ductile آئرن |
کاربن اسٹیل Aalloy اسٹیل 50 750N/ملی میٹر 2 |
کاربن اسٹیل Aalloy اسٹیل ~ 30 ایچ آر سی |
پی ایچ ایس \ کیو ٹی اسٹیل ~ 40HRC |
سٹینلیس سٹیل |
پی ایچ ایس \ کیو ٹی اسٹیل ~ 50hrc |
||||||||||||||
|
D (ایم ایم) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
آر پی ایم (Min-¹) |
فیڈریٹ (ملی میٹر/منٹ) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4Flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
زیادہ سے زیادہ کاٹنے کی گہرائی
|
 |
|||||||||||||||||||
ٹھوس کاربائڈ سنگل فلوٹ سیدھے پنڈلی کے اختتام مل (معیاری بانسری)
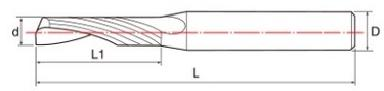

ملنگ کٹر ایپلی کیشنز: سٹینلیس سٹیل ، کاسٹ آئرن ، ایلومینیم ، تانبے ، گریفائٹ ، پلاسٹک ، جامع مواد ، ٹائٹینیم مرکب ، نکل ، گرمی سے مزاحم اسٹیل ، غیر الیئے اسٹیل ، کم مصر دات اسٹیل <24 ایچ آر سی ، ہائی مصر دات اسٹیل
<30hrc 、 سخت اسٹیل 30-38HRC 38-48HRC 48-56HRC 56-68HRC
|
تفصیلات |
تفصیلات |
||||||
|
d |
D(h6) |
L1 |
L |
d |
D(h6) |
L1 |
L |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
ٹھوس کاربائڈ تھری یا چار-فلوٹ بال ناک اینڈ مل
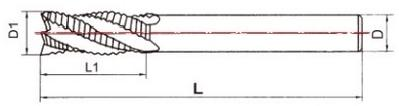


ملنگ کٹر ایپلی کیشنز: سٹینلیس سٹیل ، کاسٹ آئرن ، ایلومینیم ، تانبے ، گریفائٹ ، پلاسٹک ، جامع مواد ،
ٹائٹینیم ایلائی ، نکل ، ہیٹ مزاحم اسٹیل ، نان آلو اسٹیل ، کم مصر دات اسٹیل <24 ایچ آر سی ، ہائی مصر دات اسٹیل <30 ایچ آر سی ، سخت اسٹیل 30-38HRC 38-48HRC 48-56HRC 56-68HRC
|
تفصیلات |
|||
|
D1 |
L1 |
D |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
انکوائری
متعلقہ مصنوعات کے زمرے
- اعلی کارکردگی کا رولر بجتا ہے
- چین نے کاربائڈ رول کو سیمنٹ کیا
- کاربائڈ رول بجتی ہے قیمت
- تار چھڑی ملوں کے لئے رولر بجتا ہے
- بڑے قطر کاربائڈ رول بجتے ہیں
- چین نے کاربائڈ رولر مل کو سیمنٹ کیا
- کاربائڈس تار کی گھسائی کرنے کے لئے رولس
- چین ژوزہو نے کاربائڈ کو سیمنٹ کیا
- چین ہاٹ رولڈ ٹنگسٹن کاربائڈ رول رنگ
- چین سی این سی روفنگ اینڈ مل
- سیمنٹ کاربائڈ سلاخوں کے خالی جگہیں
- مربع اختتام مل

